





















Lütfen buraya tıklayın Videoyu izlemek için:
https://www.youtube.com/shorts/9aEUcIyW3cU
İŞ AKIŞI:
Tabak Tipi:
Malzeme Kalınlığı (Duvar Kalınlığı): 2,3-3,0 mm, Yaygın Kalınlık: 2,7 mm


Malzeme:
Makine Bileşenleri
| Seri No. | Ürün Adı | Birim | Adet | Notlar |
|---|---|---|---|---|
| 1 | Dekoiler | Ayarlamak | 1 | 3 tonluk hidrolik bobin çözücü |
| 2 | Ana Şekillendirme Makinesi | Ayarlamak | 1 | Redüktör, dişli kutusu, kılavuz mekanizması, soğuk haddeleme mekanizması dahil. |
| 3 | Kesme Cihazı | Ayarlamak | 1 | Kesme, oluk açma, daraltma fonksiyonları, sayma fonksiyonu, ankraj çubuğu ayarlama düğmesi dahil. |
| 4 | Besleme Cihazı | Ayarlamak | 2 | Bir adet motorlu yemleme ünitesi, bir adet motorsuz yemleme ünitesini çalıştırır; yemleme hızı ayarlanabilir. |
| 5 | Çapa Çubuğu Toplama Haznesi | Ayarlamak | 1 | Fazla kesilmiş ankraj çubuklarını yerleştirmek için |
| 6 | Hidrolik İstasyon Sistemi | Ayarlamak | 1 | 7,5 kW motor ve 25 MPa pistonlu pompa ile donatılmıştır. |
| 7 | PLC Kontrol Sistemi | Ayarlamak | 1 |
PLC, dokunmatik ekran, frekans dönüştürücü ve diğer elektrikli bileşenlerden oluşur; tüm bileşenler Codesys platformuna kurulabilir.
|
| 8 | Portal Kafes Robot Kolu (Çift Kollu) | Ayarlamak | 1 | Robot Kol 1, ankraj çubuklarını besleyiciden hassas bir şekilde alır ve halka montaj tezgahının ayrılmış konumuna yerleştirir; halka montajından sonra, Robot Kol 2, monte edilmiş halkaları içeren ankraj çubuklarını alır ve sırasıyla Kaynak İstasyonu 1 ve 2'ye yerleştirir. Her robot kolu, ayarlanabilir hız ve sola, sağa, yukarı ve aşağı yönlerde hareket mesafesi ile bağımsız olarak ileri geri çalışır. |
| 9 | Halka Montaj Tezgahı | Ayarlamak | 1 | Halka montaj desteği ve hava silindirinden oluşur, 1,5-3 metre uzunluğundaki ankraj çubuklarının yerleştirilmesi için uygundur. |
| 10 | Hidrolik Halka Yapma Makinesi | Ayarlamak | 1 | φ8mm çelik tel halkalar yapabilme özelliğine sahiptir; halka yapımında kullanılacak çelik tel, çap hatası 0,02 mm'den (2 mil) az olan soğuk çekilmiş tel (mükemmel daire) olmalıdır. |
| 11 | Yüzük Yapma Makinesi Kalıpları | Ayarlamak | 6 |
8 mm tel çapı için kalıplar, özellikleri aşağıdaki gibidir:
|
| 12 | Halka Kaynak Makinesi | Ayarlamak | 1 | A ve B istasyonlarına sahip otomatik halka kaynak makinesi |
| 13 | Bitmiş Ürün Toplama Haznesi | Ayarlamak | 1 | Hazır ankraj çubuklarının yerleştirilmesi için |
| 14 | Şekillendirme Ana Makinesinin Hızlı Değiştirilebilir Mandreni | Ayarlamak | 5 |
Toplamda 6 farklı mandren çeşidiyle birlikte 39 mm, 40 mm, 43 mm, 44 mm, 47 mm ve 48 mm profiller için rulo şekillendirme kalıpları dahildir.
|
Başlıca Teknik Gereksinimler
Bu makine, 39 mm, 40 mm, 43 mm, 44 mm, 47 mm ve 48 mm çaplarında altı farklı özellikte, yaklaşık 2500 adet ankraj cıvatası üretebilmekte ve 8 saatte yaklaşık 2500 adet bitmiş ankraj cıvatası üretebilmektedir.
Otomatik ankraj cıvatası entegre makinesi, ankraj cıvatası şekillendirme, daraltma, halka yapımı, kesme ve kaynak işlemlerini entegre eden otomatik bir üretim ekipmanıdır. Yüksek otomasyon, basit kullanım ve yüksek üretim verimliliği özelliklerine sahiptir. Performansı ve çıktısı mevcut üretim hattı seviyesinden üstündür; her bir ünite güvenilir bir şekilde çalışır ve düşük arıza oranına sahiptir. 550 MPa'dan fazla çekme dayanımına sahip soğuk haddelenmiş şerit çelik kullanıldığında, maksimum çıktı şu şekildedir:
Dakikada 4,5±1 adet
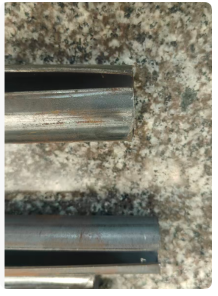
MT 285-1992 standardına uygun, MF39/40/43/47/48×1800-2400mm özelliklerine sahip ve uzunluğu ayarlanabilir, ayrılabilir ankraj cıvataları.
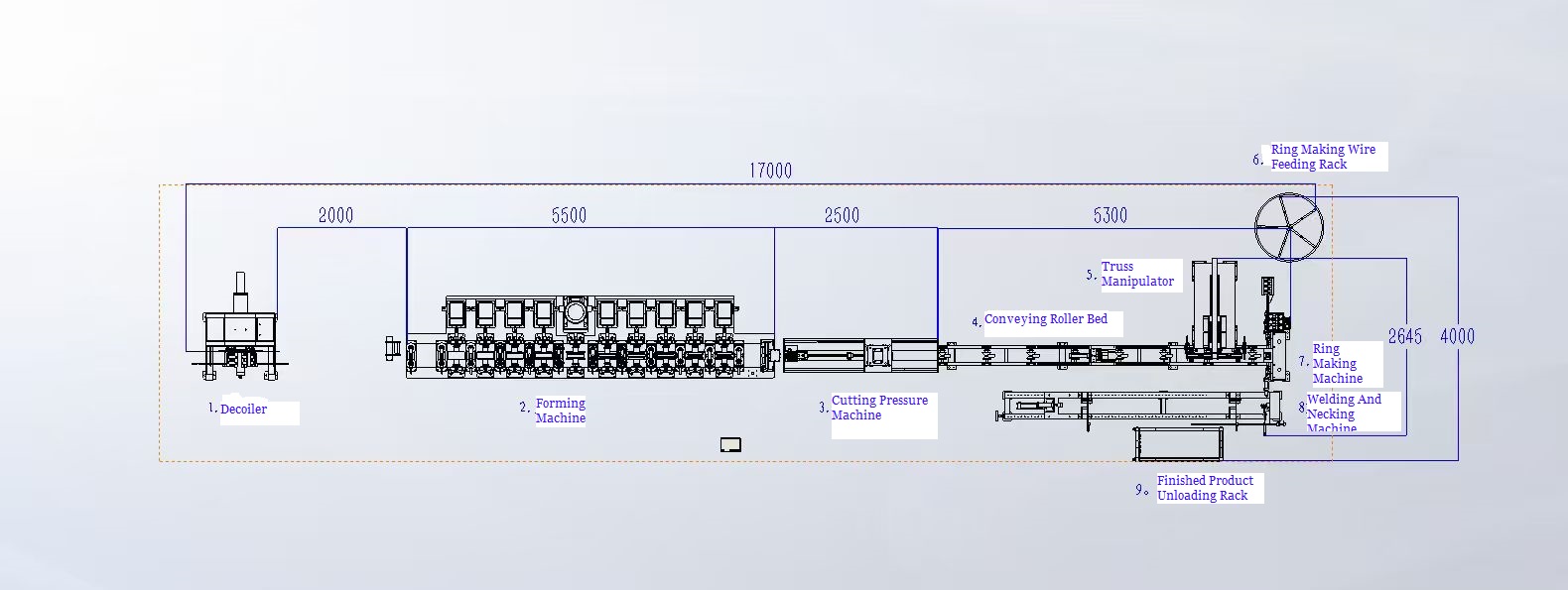
Üretim hattı şunlardan oluşmaktadır: 3 tonluk hidrolik bobin açıcı → ankraj cıvatası şekillendirme makinesi → karşı, daraltma ve kesme ünitesi → besleyici → portal kafes robot kolu → halka montaj tezgahı → halka yapma makinesi → halka kaynak makinesi → ana kontrol kabini → hidrolik bileşenler → bitmiş ürün toplama hunisi.
Çelik şerit, şekillendirme makinesine girer ve on geçişle rulo şeklinde şekillendirilerek sırasıyla 39 mm, 40 mm, 43 mm, 44 mm, 47 mm ve 48 mm çaplarında altı farklı özellikte ankraj cıvata gövdesi üretilir. Ankraj cıvatasının ana mili 70 mm çapındadır ve sol ve sağ dişli tasarımını benimser. Silindirin her iki tarafı da gevşemeyi önlemek için çift kilit somunu ve kilit rondelası ile donatılmıştır. 15 kW'lık üç fazlı asenkron motorla tahrik edilen güç, bir redüktör tarafından yavaşlatıldıktan sonra bir güç dağıtım kutusu aracılığıyla her bir şekillendirme miline iletilir ve böylece her bir şekillendirme milinin dengeli gücü ve senkron hızı sağlanır. Başlatma ve durdurma için kablosuz uzaktan kumanda mevcuttur.
Kesme yöntemi hidrolik izlemeli kesmedir. İzleme arabası, çerçevenin doğrusal kılavuz rayına monte edilir ve araba üzerine hidrolik kesme ve daraltma cihazı yerleştirilir. Sayaç, kesme cihazına talimatlar gönderir, ankraj cıvatası arabayı doğrusal kılavuz ray boyunca ileri doğru kaydırır ve kesme kalıbı, talimatlara göre cıvata gövdesini ayarlanan uzunluğa kadar takip ederek keser ve daraltır. Bir servo motor, bilyalı vidayı tahrik ederek arabayı orijinal konumuna geri döndürür, kesilmiş ve daraltılmış cıvata gövdeleri besleme oluğuna yuvarlanır ve besleyici, cıvata gövdelerini otomatik olarak besleyicinin ayrılmış konumuna yönlendirir.
Besleyicinin ayrılmış konumundan iletilen cıvata gövdesinin yerleştirme sinyalini aldıktan sonra, portal kafes robot kolunun Gripper 1'i cıvata gövdesini kavrar ve halka montaj istasyonuna teslim eder; bu sırada cıvata gövdesinin yarık yönünün hareket sırasında değişmeden kalmasını sağlar. Ayarlanabilir hız ve taşıma mesafesiyle, cıvata gövdelerinin tekrarlı taşınmasını gerçekleştirmek için ileri geri çalışır.
Halka yapım makinesinden gelen tamamlama sinyalini aldıktan sonra, portal kafes robot kolunun Gripper 2'si cıvata gövdesini kavrar ve halka kaynak makinesinin A ve B kaynak istasyonlarına iletir; bu sırada cıvata gövdesinin yarık yönünün hareket sırasında değişmeden kalmasını sağlar. Ayarlanabilir hız ve taşıma mesafesiyle, cıvata gövdelerinin tekrarlı taşınmasını sağlamak için ileri geri çalışır.
Halka Montaj Tezgahı
Robot Kol 1 tarafından teslim edilen cıvata gövdesini aldıktan sonra, hava silindiri onu hızlı halka montajı için halka yapma makinesinin ayrılmış konumuna iter.
Tel Besleme Rafı
:
8 mm çapındaki soğuk çekilmiş telin (malzeme: Q195, yuvarlaklık hatası 0,02 mm içinde) tamamı tel besleme makarası rafına monte edilir ve soğuk çekilmiş tel elle çekilerek halka yapma makinesinin besleme silindirine yerleştirilir.
Hidrolik Halka Yapma Makinesi
:
Tel besleme makarası, servo besleyici ve hidrolik kesme ve şekillendirme makinesinden oluşmaktadır. Bu parça, ham madde bobinini düzleştirir, sabit bir uzunluğa keser ve çelik çubuğu gevşetmeden ankraj cıvatasının uygun konumuna sarar. Bu parçanın kesme ve sarma işlemleri hidrolik yağ silindirleri tarafından kontrol edilir, besleme uzunluğu ve sarma parametreleri PLC tarafından kontrol edilir ve parametreler dokunmatik ekran aracılığıyla ayarlanabilir.
Halka Kaynak Makinesi
İki adet CO2 kaynak makinesinden oluşan sistem, çift makine ve çift istasyonlu (A ve B istasyonları) cıvata gövdesi halka kaynak tezgahı ile donatılmıştır. Kafes robot kolunun Gripper 2'si tarafından teslim edilen çelik halkalı cıvata gövdesi alındığında, kaynak istasyonları (A ve B) tam ve düzgün kaynak dikişleri ve yüksek kaynak hızı ile hızlı kaynak işlemi gerçekleştirir. Halka kaynak makinesinin akımı ve voltajı uzaktan ayarlanabilir.
Bitmiş Ürün Toplama Haznesi
:
Halka kaynak makinesi kaynaklı ankraj cıvatalarını boşalttıktan sonra, bunlar otomatik olarak bitmiş ürün toplama haznesine yuvarlanır. Ekipman, manuel müdahale olmadan sürekli olarak çalışır.
Kontrol Konsolu
:
1'den 10'a kadar olan süreçleri kontrol eder ve kablosuz uzaktan çalıştırmayı destekler.
Hidrolik İstasyon
:
Hidrolik kesme ünitesi ve hidrolik halka yapma makinesi tarafından kullanılır.
Ekipmanın Ana Parametreleri ve Temel Verileri
1. Ekipman Teknik Parametreleri
1.1 Yatay Mil Çapı: φ70mm
1.2 Alt Mil Merkez Yüksekliği: 140 mm
1.3 Dikey Mil Ayar Merkezi Mesafesi: 135-160 mm
1.4 Ön ve Arka Yatay Miller Arasındaki Mesafe: 400 mm
1.5 Dikey Makaralı Mil Çapı: φ25mm
1.6 İki Dikey Silindirin Ayar Aralığı: 90-170 mm
2. Temel Veriler
2.1 Şekillendirme Hızı: 4-12 m/dak, Ayarlanabilir
2.2 Ana Döner Motor: 15KW
2.3 Redüktör: K107
2.4 Hidrolik Pompa İstasyonunun Motor Gücü: 7,5 kW
2.5 Ünitenin Haddeleme Kalınlığı: Q195-Q355 Çelik Şerit Bobinler için 2,7 mm
2.6 Sabit Uzunluk: 1,8-2,4 m
Dakikada 2,7 Ankraj Cıvatası Üretim Kapasitesi: 4,5 Adet ±1
2.8 Portal Kafes Robot Kolu: 1 Set (2 İstasyon: A, B)
2.9 Hidrolik Halka Yapma Makinesi: 1 Set
2.10 Halka Kaynak Ünitesi: 1 Set
| HAYIR | MAKİNE ADI | BİRİM | MİKTAR | NOTLAR | RESİMLER |
| 1 |
Hidrolik Gerdirme Besleme Rafı
|
Ayarlamak | 1 |
Hidrolik istasyon dahil
|

|
| 2 |
Ankraj Cıvatası Şekillendirme Ana Makinesi
|
Ayarlamak
|
1 |
Bir takım hızlı değiştirme plakası da dahil.
|

|
| 3 |
Kesim ve Boyun Daraltma Ünitesi
|
Ayarlamak
|
1 |
Hidrolik istasyon dahil
|

|
| 4 |
Çapa Çubuğu Taşıma Rafı
|
Ayarlamak
|
1 |
3,5 metre uzunluğunda
|

|
| 5 |
Elektrik Kabini
|
Ayarlamak
|
1 |
Tüm üretim hattı için
|
|
| 6 |
Portal Kafes Robot Kolu
|
Ayarlamak
|
1 |
İki üniteyi içerir: kaldırma ve taşıma
|

|
| 7 |
Otomatik Hidrolik Halka Yapma Makinesi
|
Ayarlamak
|
1 |
Bir takım spesifikasyon kalıbı ve halka montaj tezgahı dahildir.
|

|
| 8 |
Otomatik Halka Kaynak Makinesi (Çift İstasyonlu)
|
Ayarlamak | 1 |
İki adet Panasonic 350 kaynak makinesi dahil.
|

|
| 9 |
Toplama Haznesi
|
Ayarlamak | 2 |
-
|

|
| 10 |
Yüzük Yapma Makinesi Kalıpları
|
Ayarlamak | 1 |
-
|
|
| 11 |
Hızlı Değiştirilebilir Plaka
|
Ayarlamak | 1 |
39 mm çaplı ayrılabilir ankraj cıvatası için
|
|
| 12 |
Hızlı Değiştirilebilir Plaka
|
Ayarlamak | 1 |
40 mm çaplı ayrılabilir ankraj cıvatası için
|
|
| 13 |
Hızlı Değiştirilebilir Plaka
|
Ayarlamak
|
1 |
43 mm çaplı ayrılabilir ankraj cıvatası için
|
|
| 14 |
Hızlı Değiştirilebilir Plaka
|
Ayarlamak
|
1 |
44 mm çaplı ayrılabilir ankraj cıvatası için
|
|
| 15 |
Hızlı Değiştirilebilir Plaka
|
Ayarlamak
|
1 |
47 mm çaplı ayrılabilir ankraj cıvatası için
|
|
| 16 |
Opsiyonel Yarı Otomatik Yüzük Yapma Makinesi
|
Ayarlamak
|
1 |
Çelik çubuk açıcı dahil
|

|
| 17 |
Yarı Otomatik Halka Kaynak Makinesi (Tek İstasyonlu)
|
Ayarlamak
|
1 |
113000; Bir adet Panasonic 350 kaynak makinesi dahil.
|

|
| 18 |
Çapa Cıvatası Üst Kesici
|
Adet | 1 |
T tipi
|
|
| 19 |
Çapa Cıvatası Alt Kesici
|
adet | 1 |
-
|
|












